
Key Technology Presents Specialized Iso-Flo® Vibratory Conveyor Designed For Integration With Metal Detector
Key Technology has launched a specialized Iso-Flo® vibratory conveyor designed specifically for integration with a metal detector to inspect bulk foods on processing and packaging distribution lines. Compared to traditional plastic or fabric belt conveyor systems integrated with metal detectors, Key’s vibratory solutions reduce maintenance and minimize product spillage while dramatically improving sanitation to maximize food safety.
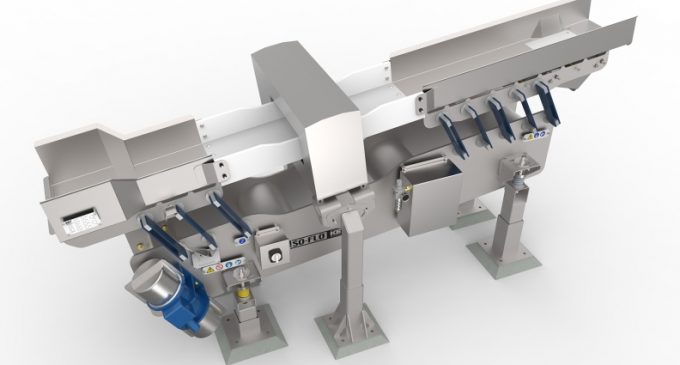
Recently upgraded with the latest sanitary design features, this unique vibratory conveyor combines three conveyor bed sections – a stainless steel infeed, a non-metallic section that passes through the metal detector’s aperture and a final stainless steel section with a reject device. Key designs each system to accommodate the customer’s preferred metal detector and aperture size. The infeed section can incorporate a screen capability to scalp or remove fines, small particles or water, if needed. Popular reject device options include a pneumatic gate within the shaker bed that opens and closes or a slide chute at the discharge of the shaker bed that switches direction if metal contamination is detected.
The stainless steel conveyor beds feature a standard rotary polish within the product contact zone or one of several optional finishes to satisfy the needs of each customer. Compared to a typical 2B mill finish, Key’s rotary polished finish reduces bacterial attachment and biofilm formation. Standard oil-free drives, elastomer isolators, scalloped flat bars, patented stainless steel ground arms and minimal laminations maximize equipment hygiene and help meet rising sanitary standards and regulatory requirements.
Unlike plastic or fabric belt conveyors with hidden surfaces that can trap bacteria, Key’s vibratory solutions present sanitary bed surfaces that are easy to clean. With no belting material, drive or discharge pulleys and no bearings, drive belts or sprockets, Key’s robust vibratory systems minimize maintenance, maximize uptime and reduce the total cost of ownership.
“Our vibratory conveyor for use with a metal detector is a great solution for processors that want to elevate hygiene and improve product containment. Vibratory shakers offer a lot of sanitation and operational advantages, especially compared to belt conveyors for this application,” explains Mark Roedl, Area Sales Manager at Key Technology. “Iso-Flo is recognized around the world as the premium vibratory conveyor for its superior sanitation and reliability. Incorporating this field-proven technology with a metal detector is perfect for many applications.”
It is ideal when inspection is needed for frozen fruits and vegetables at the discharge of the freezer and for blanched fruits and vegetables prior to canning, as well as for frozen meat and poultry, shredded cheese and other applications.
Iso-Flo conveyors use independent, frame-mounted drives and spring arm assemblies that distribute energy equally to all parts of the conveyor bed in a controlled natural-frequency operation. The vibratory motion is contained, creating no noise or interference that could trigger the metal detector to a false reject. The Iso-Flo conveyors are backed by Key’s industry-leading five-year warranty, which ensures equipment reliability and limits the food processor’s total cost of ownership.
Key manufactures their vibratory systems in both the US and Europe and supports customers worldwide through their global sales and service network. For more information on Key’s vibratory conveyor systems, visit www.key.net/conveying-































